 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
BED AND PLATEN PRINTING MACHINES (continued)
|
|
|
|
|
|
|
|
|
|
|
|
Wilson & Grey (1888) and Wilson (1879) provide excellent descriptions and cuts with make-ready procedures. Gaskill (1877) offers a staccato version of same, with some interesting additions. These sources represent a standard of accuracy; misleading accounts exist. A large cut depicting H&C platens at work appears on p 236 of The Guide magazine for Feb. 7, 1863. The scene is the Bank of England printing room, where H&C doubles were tried, between 1851 and 1854, in producing letterpress banknotes. In 1854 Napier doubles were installed and, unlike the old-style presses, were found ideal.
|
|
|
|
|
|
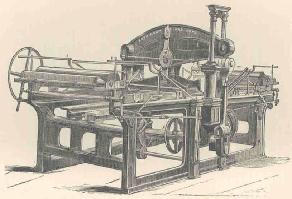
The stock advertising cut appears in the first three works cited. The cut and descriptive copy appear in Harrilds 1860 List of Prices and in H&C's 1862 catalogue. The machine is shown with feedboards removed. The foreground end is under impression; the far end in feeding position --'out'. H&C doubles can be seen in a photo of an OUP machine room printed on p 255, Caxton Magazine, Sept. 1901. Another, later photo shows two H&C doubles in the foreground and clearly illustrates the cut, vented and corked frisket of the near end of the nearest press.
|
|
|
|
|
|
|
 |
|
|
|
|
|
|
|
The grooved-drum carriage motion of the old-style machines was made to revolve one full turn while holding the slider at rest at either end, and one full turn while moving it from end to end. At 1200 iph - 600 sheets per hour each end - the coffins remained stationary for about 1.5 seconds while one end was printed and the sheets were exchanged on the other.
|
|
|
|
|
|
|
|
Parchment tympans and paper packing assured a hard impression. Points were screwed to the frisket frame. Patch sheets were easily registered in the packing by simply laying them upon the points, which penetrated the parchment when the tympan was turned down. Overlays were made thin; excessive impression was dangerous. Wilson & Grey (1888) said the side frame at the point of attachment of the platen beam was most at risk. Gaskill (1877) warns, 'Too much pressure will cause a "bang" when taking the impression' and reminds that movement of the impression wedges on the platen affects both ends alike. He advises thin paper for overlays. 'Oftentimes only three pieces will suffice, and these only partly on the shades that really need bringing out.'
|
|
|
|
|
|
|
|
Three forme rollers were provided for each end; only one roller fully covered the forme. The striker at each end was in contact with the bolt which engaged the coffin to the carriage-motion slider only when the end was completely 'out'. If anything untoward occurred after the end was in motion toward the platen, the only recourse was to stop the press. Total stroke of the slider was a bit less than the 42-inch overall length of the grooved drum, effecting about 38 inches' movement of the coffins from feeding position to impression position, the motion occupying about 1.5 seconds at 1200 iph, the platen descending every three seconds, the crankshaft turning 20 rpm, the grooved drum 40 rpm.
|
|
|
|
|
|
According to Wilson (1879), platens were generally provided in double-demy, sometimes double-royal, seldom as small as double-crown. A double-demy press was about 13 feet long. By 1883, F. Noble could write, 'During the past ten or fifteen years . . . the Scandinavian and the platen have gradually but surely given way to the speedy and not less accurate machine of the Wharfedale type.'
|
|
|
|
|
|
Oxford University Press retained 'a row of double platens of the old kind' as late as 1901, according to Hilton. Also in use that year were 'about forty' Wharfedales, a Miehle, a Cottrell perfector, and 'several' perfecting cylinders, for a total of 'about sixty' machines. Hilton's personal tour of OUP, 'under experienced guidance', seems to have become a bit hazy by the time he'd arrived at the machine rooms.
|
|
|
|
|
|
|
XXXXXXXXXXXiXXXXNapier, 1853 [G.B.]
The Napier double platen was designed to overcome the weakness and poor rolling of the ordinary platen. It was the highest development of the type. James Murdoch Napier held five patents in the field: GB1740 (1853), GB2523 (1857), GB3113 (1857), GB2351 (1858), and GB2439 (1859). Napier's standard cut appears in the three works above and in Moran (1973). A halftone of JMN standing by one of his creations appears in Wilson & Reader.
|
|
|
|
|
|
|
|
Past descriptions of the Napier were incomplete without the phrase 'equivalent to rolling with a single hand roller twenty different times' or similar words, in reference to Napier's travelling roller-frame. The ink-roller frame cycled out and in once while the end was in, and once while the end was out. The forme passed under the rollers on its way in and on its way out. The roller-frame was stationary in its 'in' position as the forme moved. Close examination of the cuts and halftones available shows that, whether equipped with three large inkers (as in Moran, Wilson) or five smaller inkers, only one or two rollers entirely cleared a large forme. Only the outer edge of the forme could receive twenty rollings, if five inkers were fitted, although a small forme, such as two-up banknotes would be fully rolled.
|
|
|
|
|
|
The Napier grooved drum coffin motion had twice the pitch of groove of the H&C drum, hence the coffin motion was accelerated and the violence of the motion was such as to limit press speeds. Wilson (1879) says 500 sheets per end (1000 iph) was reasonable, citing wear and tear and the great stress upon the rollers. At 1000 iph the coffins would stand still for about 2.4 seconds and move for about 1.2 seconds, the crankshaft turning about 16.6 rpm, the drum about 25 rpm, the driving rigger about 90 rpm. Later, as seen in the Men & Machines halftone, Napier adopted the H&C-type drum, at least on some machines, resulting in shorter feeding intervals (OK when running small sheets) and a gentler coffin motion.
|
|
|
|
|
|
The impression toggles, pulled straight by connecting rods from the crankshaft to take an impression, provided rapid motion of the platen except at the point of impression, allowing a certain amount of dwell as well as greatly reducing the power required. Toggles increased the Napier's impressional power several times over that of the old-style platen, on which, unlike the Napier, it was impossible to pull an impression by hand-turning the flywheel. The Napier's platen and impression girder were beefed-up to suit. Relatively thin overlays were cut for all platens; those cut for the Napier could be even thinner.
|
|
|
|
|
|
|
 |
|
|
|
|
|
|
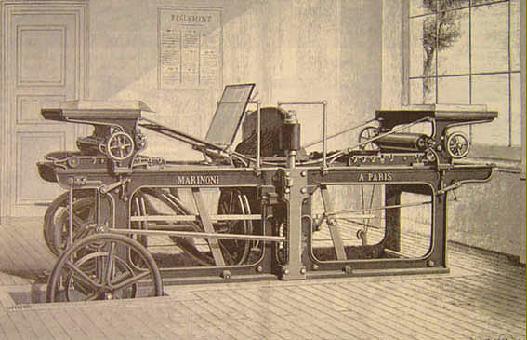
Napier double, built under license by Marinoni of Paris. (This 'cut' proves skilled engravers could achieve almost photographic quality!) Photo courtesy Herwig Kempenaers
|
|
|
|
|
|
|
|
|
|
|
|
|